
CAD/CAE/CAM Unigraphics – система высокого уровня, предназначенная
для решения всего комплекса задач, стоящих перед инженерами на всех
этапах создания сложных технических изделий (предварительное проектирование,
этап инженерного анализа и оптимизации конструкции, изготовление).
По всему миру Unigraphics широко используется в аэрокосмической промышленности,
автомобилестроении, общем машиностроении, производстве бытовой техники,
игрушек, медицинских инструментов.
Рабочее место представляет собой набор модулей, каждый из которых
отвечает за определенные функции. Это позволяет составить оптимальный
набор для решения задач дизайнера, конструктора, прочниста, технолога.
Изготовление изделий со сложной геометрией внешних обводов требует
соответствующего программного обеспечения для расчета управляющей
программы для станка с ЧПУ. В зависимости от сложности детали применяются
токарная обработка, фрезерная на станках с тремя либо пятью степенями
свободы, электроэрозионная обработка проволокой. Система Unigraphics
обладает всеми возможностями для формирования траекторий инструмента
в соответствующих типах обработки.
CAM (Computer Aided Manufacturing) модули системы Unigraphics являются
одними из лучших в мире. Генератор ЧПУ программ выполнен на основе
хорошо себя зарекомендовавших процессов обработки. Он включает правила
обработки, предназначенные для создания программ при минимальном участии
инженера.
Распределение данных между модулем проектирования и остальными модулями
Unigraphics (в том числе и модулями CAM) строится на основе концепции
мастер-модели. Набор операций, при помощи которых был смоделирован
ваш объект, гарантирует, что конструкция, которую удалось спроектировать,
может быть изготовлена. Ассоциативная связь между исходной параметрической
моделью и сформированной траекторией инструмента делает процесс обновления
последней быстрым и легким.
Для фрезерной обработки рабочее место технолога в зависимости от
сложности решаемых задач может оснащаться различным набором имеющихся
в CAM-модулях инструментов. Такой подход позволяет получить решение,
оптимальное по критерию стоимость/эффективность, дать инженеру возможность
формировать такие траектории инструмента, которые могут быть реализованы
на имеющемся станочном парке предприятия.
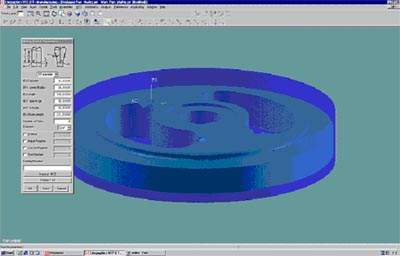
На этапе предварительного удаления материала можно определить различные
способы врезания в заготовку и стратегии обработки. При этом задаются
величины перекрытия диаметра фрезы на последующих проходах, заглубления
по высоте при переходе на следующую площадку, зазора до вертикальных
стенок, а также нижняя граница обработки. Генератор высокоскоростной
обработки имеет возможности кругового и спирального подхода к детали,
спиральную траекторию шаблона обработки, замедление в углах, управление
одновременной обработкой нескольких карманов, сплайн интерполяции
выходной траектории.
На этапе черновой обработки имеется возможность создать необходимую
траекторию на элементах самой сложной формы. Если обрабатываемая геометрия
была создана в других системах и после передачи обнаружилось множество
перекрытий и разрывов между поверхностями, инструмент системы позволит
либо их скорректировать, либо обработать с заданной точностью. Таким
образом процесс черновой обработки практически полностью автоматизирован.
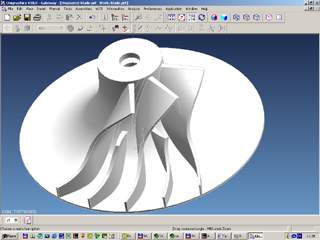
На этапе чистовой обработки инженеру предлагается большой выбор средств
получения траекторий инструмента как для трехосевой обработки, так
и для пятиосевой, когда обеспечивается полная свобода пространственной
ориентации оси фрезы. Система имеет интеллектуальные функции выбора
области обработки, обеспечивает использование множества методов и
шаблонов обработки, включая обработку по границам, радиальную, по
концентрическим окружностям, зигзагом вдоль заданной траектории, спиральную
и произвольную обработку. Кроме того, имеются методы контроля режимов
резания при перемещении инструмента вверх и вниз, а также по спирали.
Можно определить и сохранить границы необработанных областей.
При пятикоординатной обработке предусмотрена возможность задания оси
инструмента с использованием параметров поверхности, дополнительной
геометрии, а также геометрии, задающей траекторию резания. Обеспечивается
высокое качество обработки поверхности детали.
Огромную экономию времени при предварительной или окончательной обработке
изделия гарантирует специальная функция, которая анализирует всю геометрию
детали и находит точки двойного контакта. Иначе говоря, определяет
угловые сопряжения поверхностей. Процессор автоматически генерирует
однократные или многократные проходы инструмента для удаления материала
в этих областях.
В ситуациях, когда инженеру требуется контролировать каждый шаг создания
траектории инструмента, на помощь ему придет функция, которая позволяет
в интерактивном режиме создавать траекторию инструмента по частям,
сохраняя полный контроль на каждом шаге. При этом предоставляется
возможность генерировать множество проходов по поверхности, определив
полный припуск для обеих поверхностей.
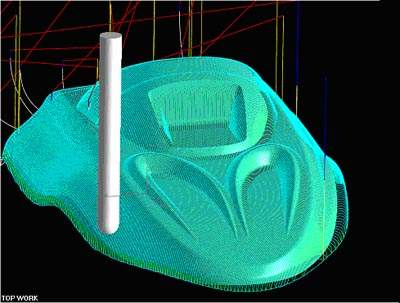
Специальная функция позволяет наблюдать за инструментом во время его
движения по обрабатываемой детали. Доступны три различных режима просмотра:
воспроизведение, динамическое удаление материала и статическое удаление.
Полученную траекторию инструмента можно отредактировать в графическом
или текстовом режиме, после чего просмотреть изменения в обрабатывающей
программе на всей траектории или только на выбранном участке, изменяя
скорость и направление движения. Имеются функции, позволяющие выполнять
удлинение либо обрезку траектории до определенных границ (струбцина,
зажимное приспособление или выемка на самой детали).
Чтобы запустить программу на определенном станке, ее необходимо переписать
в машинных кодах этого станка. В систему Unigraphics включен специальный
модуль определения постпроцессоров для любых управляющих стоек и станков
с ЧПУ. Программа постпроцессора создается в виде исходного текста
на языке TCL, что открывает широкие возможности внесения в постпроцессор
любых уникальных изменений.
Специальный модуль обеспечивает электроэрозионную обработку деталей
в режиме двух и четырех осей с использованием моделей в проволочной
геометрии или твердом теле. При редактировании и обновлении модели
все операции сохраняют ассоциативность. Предлагаются различные виды
операций – например, наружная и внутренняя обработка с множеством
проходов и обработка с полным сжиганием материала. Также поддерживаются
траектории, учитывающие расположение прижимов на заготовке, различные
типы проволоки и режимы работы генератора. Как и при фрезерных операциях,
впоследствии применяется инвариантный постпроцессор для подготовки
данных под конкретный станок. Поддерживаются популярные электроэрозионные
станки: AGIE, Charmilles и другие.
Статьи в журнале CADMASTER
Unigraphics
в каталоге Consistent Software
Модель
создана..Что дальше